

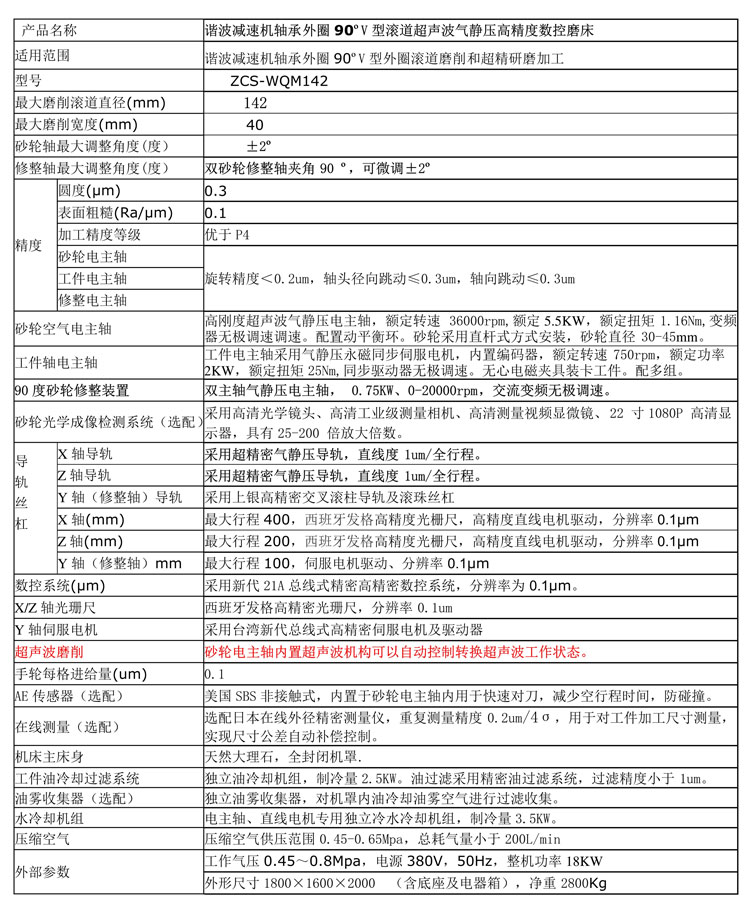
谐波减速机轴承外圈90ºV型滚道超声波气静压高精度数控磨床

“ZCS-NQM142谐波减速机轴承外圈90ºV型滚道超声波气静压高精度数控磨床”,砂轮轴采用高刚性气静压超声波电主轴,工件轴采用气静压永磁同步电主轴,成型砂轮90ºV在线修整系统,X/Z轴采用高精度气静压导轨、西班牙发格高精度光栅尺、以及新加坡雅科贝思高精度直线电机,Y轴采用高精度交叉导轨以及精密滚珠丝杠。砂轮轴内置进口AE消空程传感器(选配),工件在线测量配置日本东精测量仪(选配),砂轮修整配置光学在线成像90ºV检测系统(选配),采用台湾新代总线式精密数控系统形成全闭环控制系统。使整机达到圆度0.3um,表面粗糙度0.1Ra/μm的加工精度。具体技术参数如下:
一、技术特点:
●本机床适用于谐波减速机轴承外圈90ºV型滚道磨削和超精研磨加工。●该磨床在气路、水路进口处加有压力传感器,具有过流、过载、气压低于下限、以及冷却水断流等故障报警保护功能。并且具有和上位机通讯功能(RS-485)。
二、整机主要技术参数表
三、机床内部结构图

五、使用安装要求
1、操作人员要求:本机床是高精度数控磨床,要求操作者具备数控磨床操作的基本技能,需经过乙方培训并掌握安全操作规程后方能使用。
2、安装及环境要求:
供电电压波动在±10%以内,工作温度原则上要求安装在恒温间(20℃±1℃)内使用,湿度小于75%,安装要远离震源,有条件的可以做隔震沟,设备水平放置水平度小于0.02mm,用可调式垫铁调整水平即可。
3、压缩空气气源需要三级过滤,本机床带有精密三级过滤器,但供气气源需要经过干燥机处理,要求压力在0.5-0.7MPa范围,含水量小于90%,含油量小于90%,温度17-19℃,含杂质小于1um。
4、主轴冷却水要求恒温,温度范围温度17-19℃,流量2L/min,压力2-3kg。
 |
TELEPHONE 400-0379-959 |
 |
公司地址:河南省洛阳市宜阳县杨店村东瑞工业园 |
 |
邮箱:weichuanbo@163.com |
 |
手机:13693837841 |





