



一、 系统组成
本系统主要是由ZCS-160QD03型永磁同步空气电主轴,11KW型同步变频控制器,三级精密空气过滤器、空气压力保护开关组成系统。
主轴安装方式采用端面法兰安装方式。
工件采用砂轮夹盘安装,其它需另外定制。

二、技术特点:
●该气静压电主轴采用 “纳米碳纤维材料”制作的高刚性、大承载、低耗气量、自润滑不磨损的高精密气静压(空气轴承)电主轴。其轴向和径向承载力高,耗气量低,自润滑功能,具有低碳绿色不磨损的特点。
●超声波机构内置在主轴内,超声波的停启、频率和振幅的控制变化只需调节主轴的进气压力即可实现。超声波振动加工,具有磨削力强、让刀量小,加工效率高、提高表面光洁度、延长砂轮使用寿命、不易粘砂轮等特性。
●主轴采用公司创新产品:空气轴承+滚珠轴承复合轴承技术,高刚性、高精度。两种轴承具有自动转换工作状态,即可重载磨削,也可超精磨削。
●空气电主轴具有气密封+迷宫式防水防尘结构,密封效果更佳。主轴轴头配有动平衡环。
●主轴电机采用永磁同步电机,内置编码器,用同步驱动器驱动实现无级调速。
●本系统可在气路、水路进口处加有压力传感器,具有过流、过载、气压低于下限、以及冷却水断流等故障报警保护功能。
二、ZCS-150QD03型气静压工件电主轴主要技术指标
1、主要技术指标
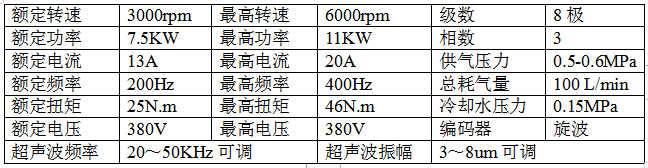
①、 轴头径向跳动≤ 0.3um
②、 端面跳动 ≤ 0.3um
③、 动平衡精度等级≤ G0.4
④、 动态全速度范围内振动V ≤ 0.3mm/s
⑤、 噪声全速度范围内 ≤ 60 dB⑥、 主轴外壳最高温升 ≤ 30 ℃
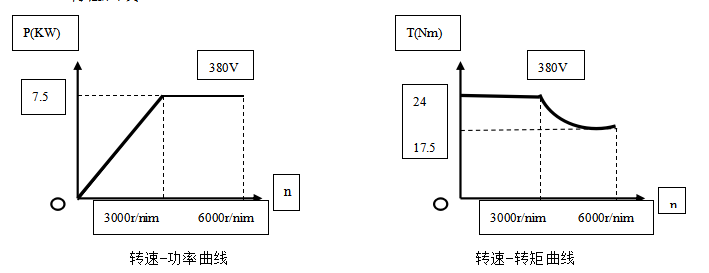
3、特性曲线
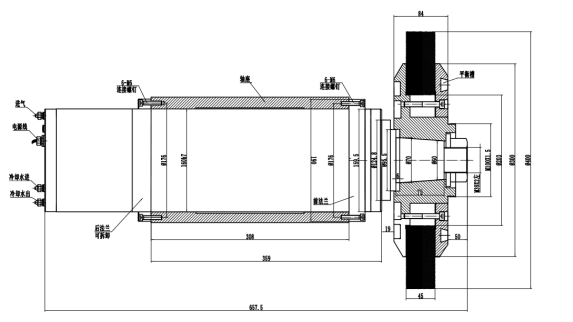
4、 外形图
四、超声波气静压(空气)电主轴主要技术性能
1、气静压(空气)电主轴采用“纳米碳纤维材料”制作的高刚性、大承载、低耗气量、自润滑不磨损的高精度气静压(空气)电主轴。其轴向和径向承载力高,耗气量低,自润滑功能,具有精度高(旋转精度≤0.1um)、振动小(振动≤0.1mm/s),低碳绿色环保不磨损的特点。
2、超声波气静压(空气)电主轴结构简洁,没有传统超声波的超声电源、换能器、变幅杆等功能部件。其超声波装置内置于轴内,控制方式简单,超声波的停启工作、振动频率和振动幅度的大小只需调节主轴的进气压力即可实现变化。
3、旋转轴芯在超声波振动时处在气悬浮状态,没有任何机械接触,没有磨损,因此精度和寿命同等于气静压主轴。其具有高转速(可达8万转)、高精度、长寿命、低成本等优点。
4、可对接各种各式各样刀具、夹具。由于装置是内置于主轴内部,可以像正常主轴一样安装使用任何一种刀具、夹具,进行车、磨、铣、钻、镗等加工。
五、超声波加工的技术特性
我们人类耳朵能够听到的声波频率为20-20000赫兹(Hz),因此,我们把高于20000赫兹(Hz)的声波称为“超声波”。超声波加工则是利用高频振动机构,在刀具对工件加工时提供一种超声波频率振动的一种加工工艺方法。
超声波振动加工按照加工方式大致主要分为:振动车削、振动磨削、振动钻削、振动铣削、振动研磨、振动抛光、振动镗铰孔、振动刨削、振动滚挤等等。
超声波加工的主要优点如下:
1、切削力小,是普通切削力的1/10-3/10,在相同的加工工艺条件下的产能效率可大幅提高;
2、加工精度提高,加工精度可以提高一个等级以上;
3、刀具使用寿命大幅度提高,耐用性增强3倍以上;
4、抑制毛刺产生,自激振动的抑制性能强,加工系统稳定性能提高;
5、能抑制刀具表面的附着物,不容易粘黏刀具,不容易产生积削瘤;
6、更适合薄壁件、细长孔(杆)等难加工材料的形态部件;
7、粗糙度可大幅度降低,实现镜面加工;
8、超声波振动的空化作用可提高冷却效果,减少切削热量,避免产品加工表面的烧伤;
9、 超声振动辅助加工为:不锈钢、钛合金、高温合金、硬质合金、镍基合金加工、玻璃、陶瓷、钻石、单晶硅等硬脆黏材料的加工提供了一种新型的有效的加工技术。
六、超声波可加工的材料
●通用材料:普通碳钢、钢耐热钢、钛合金、高温合金、不锈钢、恒弹性合金、冷硬铸铁;
●半导体业:单晶硅加工、过滤器具加工、陶瓷封装材料加工、高效散热材料
●光电面板:板材成型加工、手机壳加工、面板、 LED基板加工;
●机械零件:陶瓷轴承、刹车片、气缸套、喷油嘴、阀门领域;
●医药产业:喷雾器、骨钉、陶瓷牙、血液分析仪、静脉留滞针;
●航空产业:复合材料的加工、蜂槽板加工、钛合金加工、镍基合金加工、铝碳化硅加工;
●生活用品:手表、钻石、视频、特殊玻璃制品、塑料;
●更多应用:特殊玻璃、陶瓷、硬质合金加工、细孔加工、深孔加工、表面粗糙度提升、表面应力消除。
下一个:微小孔磨削研磨高精度数控磨床
 |
TELEPHONE 400-0379-959 |
 |
公司地址:河南省洛阳市宜阳县杨店村东瑞工业园 |
 |
邮箱:weichuanbo@163.com |
 |
手机:13693837841 |





