



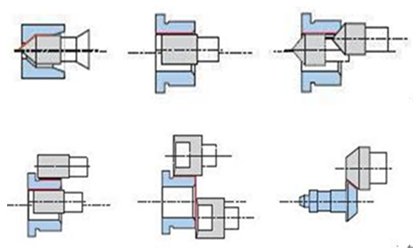
●本机床适用于阀座微小锥孔、内孔、内台阶孔,外圆、端面等零件的磨削研磨加工。
1、汽车行业:喷油嘴偶件、阀座的内锥、中孔、座面的磨削加工。
2、液压行业:各类精密油泵,油阀,密封器件的磨削。
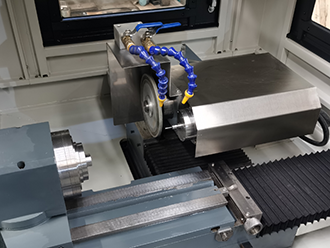
●该磨床采用的气静压工件电主轴,气静压超声波砂轮电主轴,均采用“纳米碳纤维材料”制作的高刚性、大承载、低耗气量、自润滑磨损的高精密气静压(空气轴承)主轴。具有低碳绿色环保不磨损的特点。
●整机采用新代总线式精密数控系统,实现二直线三回转主轴控制。使整机达到圆度0.3um,圆柱度2um(全行程)、光洁度Ra0.1um的加工精度。
●气静压工件电主轴、气静压外圆砂轮电主轴均采用永磁同步电机,内置编码器,同步驱动器驱动实现无极调速。专用CBN修整砂轮安装在工件主轴前端,方便快捷。
●工件夹具,工件主轴内置精密自动拉刀弹簧快速夹头,具有防水防尘,重复夹持精度高,可以实现机械手自动装卡功能。双切削冷却方式,即工件外部冷却,以及工件主轴有中心冷却孔,冷却液从主轴后部进入前端喷出,冷却效果佳。
●气静压超声波内圆砂轮电主轴采用8万转/分高速电主轴,变频器驱动实现无极调速。
●超声波机构内置在主轴内,超声波的停启、频率和振幅的控制变化只需调节主轴的进气压力即可实现。超声波振动加工,具有磨削力强、让刀量小,加工效率高、提高精度和表面光洁度、延长砂轮使用寿命、不易粘砂轮等特性。
●砂轮架进给和工作台移动均采用精密交叉滚珠导轨以及交流伺服电机通过高精密滚珠丝杠驱动。
●机器人双爪式机械手上下料装置,机械手爪一从料盘中抓取待加工件,送到工件轴夹具口下方,此时爪二对准夹具口抓取出加工好工件,然后翻转将待加工件送进夹具内,机械手返回将加工好送到料盘中。
●AE传感器配置,用于砂轮磨削自动对刀消空程、以及防碰撞,可有效提高加工效率。
●工件冷却采用油冷却方式,配置切削液冷却过滤循环水(油))箱。
●配置独立压缩空气冷冻干燥机,以及独立电主轴冷水机组。
●机床床身采用高品质天然花岗岩,具有组织稳定,结构坚实。
●该磨床在气路、水路进口处加有压力传感器,具有过流、过载、气压低于下限、以及冷却水断流等故障报警保护功能。并且具有和上位机通讯功能(RS-485)。
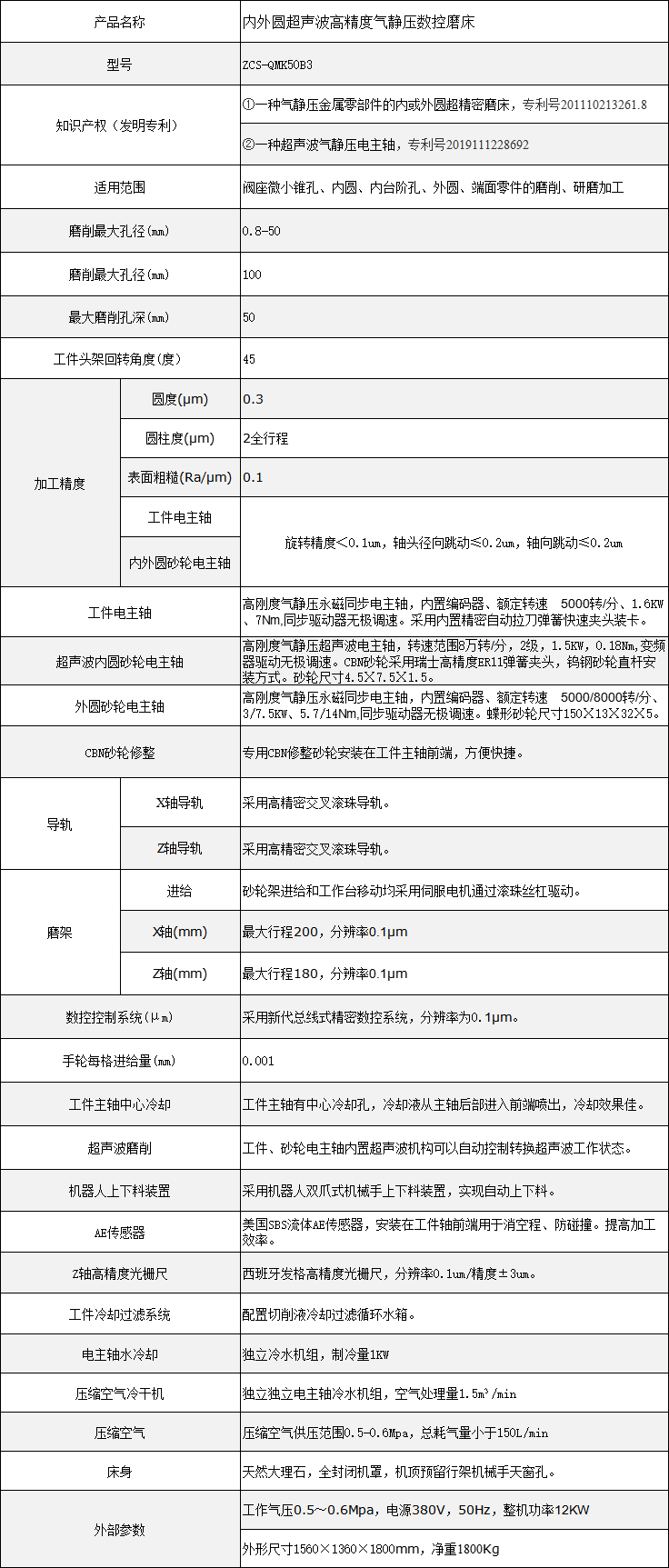
二、整机主要技术参数表
三、使用安装要求
1、操作人员要求:本机床是高精度数控磨床,要求操作者具备数控磨床操作的基本技能,需经过乙方培训并掌握安全操作规程后方能使用。
2、安装及环境要求:供电电压波动在±10%以内,工作温度原则上要求安装在恒温间(20℃±1℃)内使用,湿度小于75%,安装要远离震源,有条件的可以做隔震沟设备水平放置水平度小于0.02mm,用可调式垫铁调整水平即可。
3、压缩空气,本机床带有精密三级过滤器,但供气气源需要经过干燥机处理,要求压力在0.5-0.7MPa范围,含水量小于90%,含油量小于90%,温度18-20℃,含杂质小于1um。
4、主轴冷却水要求恒温,温度范围温度18-20℃,流量2L/min,压力2-3kg/cm²。
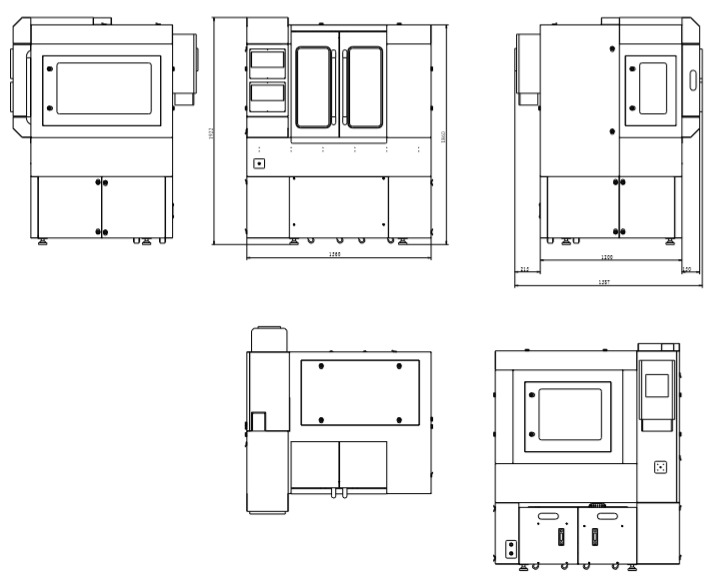
四、机床外形图
 |
TELEPHONE 400-0379-959 |
 |
公司地址:河南省洛阳市宜阳县杨店村东瑞工业园 |
 |
邮箱:weichuanbo@163.com |
 |
手机:13693837841 |



